

این تحلیل با استفاده از سیستم گوگردزدایی گاز دودکش (FGD) یک نیروگاه زغالسنگی به عنوان نمونه، به بررسی مشکلات سیستمهای فاضلاب سنتی FGD، مانند طراحی ضعیف و نرخ بالای خرابی تجهیزات، میپردازد. از طریق بهینهسازیهای متعدد و اصلاحات فنی، محتوای جامد موجود در فاضلاب کاهش یافت و عملکرد عادی سیستم تضمین شد و هزینههای عملیاتی و نگهداری کاهش یافت. راهحلها و توصیههای عملی ارائه شد که پایه محکمی برای دستیابی به تخلیه صفر فاضلاب در آینده فراهم میکند.

۱. بررسی اجمالی سیستم
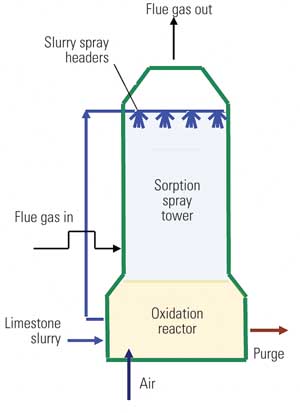
نیروگاههای زغالسنگسوز معمولاً از فرآیند FGD مرطوب سنگ آهک-گچ استفاده میکنند که از سنگ آهک (CaCO₃) به عنوان جاذب استفاده میکند. این فرآیند ناگزیر فاضلاب FGD تولید میکند. در این مورد، دو سیستم FGD مرطوب، یک واحد تصفیه فاضلاب را به اشتراک میگذارند. منبع فاضلاب، سرریز سیکلون گچ است که با استفاده از روشهای سنتی (سیستم سه مخزنه) با ظرفیت طراحی شده ۲۲.۸ تن در ساعت تصفیه میشود. فاضلاب تصفیه شده ۶ کیلومتر به محل دفع برای سرکوب گرد و غبار پمپ میشود.
۲. مشکلات عمده در سیستم اصلی
دیافراگم پمپهای دوزینگ اغلب نشت میکرد یا از کار میافتاد و مانع از دوزینگ مداوم مواد شیمیایی میشد. نرخ بالای خرابی در فیلترهای پرس صفحهای و فریمی و پمپهای لجن، نیاز به نیروی کار را افزایش داده و حذف لجن را مختل میکرد و رسوبگذاری در زلالسازها را کند میکرد.
فاضلاب ناشی از سرریز سیکلون گچی، چگالی تقریبی 1040 کیلوگرم بر متر مکعب با محتوای جامد 3.7٪ داشت. این امر توانایی سیستم را در تخلیه مداوم آب تصفیه شده و کنترل غلظت یونهای مضر در جاذب مختل میکرد.
۳. اصلاحات اولیه
بهبود دوز مواد شیمیایی:
مخازن شیمیایی اضافی در بالای سیستم سه مخزنی نصب شدند تا از دوز ثابت از طریق جاذبه، که توسط یک ... کنترل میشود، اطمینان حاصل شود.دستگاه غلظت سنج آنلاین.
نتیجه: کیفیت آب بهبود یافت، اگرچه هنوز نیاز به رسوبگذاری بود. دبی روزانه به ۲۰۰ متر مکعب کاهش یافت که برای عملکرد پایدار دو سیستم FGD کافی نبود. هزینههای دوزینگ بالا بود و به طور متوسط ۱۲ یوان در هر تن بود.
استفاده مجدد از فاضلاب برای سرکوب گرد و غبار:
پمپهایی در کف زلالساز نصب شدند تا بخشی از فاضلاب را برای مخلوط کردن و رطوبتدهی به سیلوهای خاکستر در محل هدایت کنند.
نتیجه: فشار در محل دفع کاهش یافت اما همچنان منجر به کدورت بالا و عدم انطباق با استانداردهای تخلیه شد.
۴. اقدامات بهینهسازی فعلی
با مقررات سختگیرانهتر زیستمحیطی، بهینهسازی بیشتر سیستم ضروری بود.
۴.۱ تنظیم شیمیایی و عملیات مداوم
حفظ pH بین ۹ تا ۱۰ از طریق افزایش دوز مواد شیمیایی:
مصرف روزانه: آهک (۴۵ کیلوگرم)، مواد منعقدکننده (۷۵ کیلوگرم) و مواد لختهساز.
پس از کارکرد متناوب سیستم، تخلیه ۲۴۰ متر مکعب در روز آب زلال را تضمین کرد.
۴.۲ تغییر کاربری مخزن دوغاب اضطراری
کاربرد دوگانه مخزن اضطراری:
در زمان از کارافتادگی: ذخیره سازی دوغاب.
در حین کار: رسوب گذاری طبیعی برای استخراج آب زلال.
بهینهسازی:
شیرآلات و لولهکشیهایی در سطوح مختلف مخزن اضافه شده تا عملیات انعطافپذیری را امکانپذیر سازد.
گچ ته نشین شده برای آبگیری یا استفاده مجدد به سیستم برگردانده شد.
۴.۳ تغییرات در سطح سیستم
کاهش غلظت جامدات در فاضلاب ورودی با هدایت مجدد آب تصفیه شده از سیستمهای آبگیری تسمهای خلاء به مخزن بافر فاضلاب.
افزایش راندمان رسوبگذاری با کوتاه کردن زمان تهنشینی طبیعی از طریق تزریق مواد شیمیایی در مخازن اضطراری.
۵. مزایای بهینهسازی
ظرفیت بهبود یافته:
عملیات مداوم با تخلیه روزانه بیش از ۴۰۰ متر مکعب فاضلاب مطابق با استانداردهای مربوطه.
کنترل مؤثر غلظت یون در جاذب.
عملیات ساده شده:
نیاز به فیلترپرس صفحه و قاب را از بین برد.
کاهش نیروی کار برای جابجایی لجن.
قابلیت اطمینان سیستم بهبود یافته:
انعطافپذیری بیشتر در برنامههای پردازش فاضلاب.
قابلیت اطمینان بالاتر تجهیزات.
صرفهجویی در هزینهها:
مصرف مواد شیمیایی به آهک (۱.۴ کیلوگرم در تن)، منعقدکنندهها (۰.۱ کیلوگرم در تن) و لختهکنندهها (۰.۲۳ کیلوگرم در تن) کاهش یافت.
هزینه تصفیه به ۵.۴ یوان در هر تن کاهش یافت.
صرفهجویی سالانه تقریباً ۹۴۸۰۰۰ یوان در هزینههای مواد شیمیایی.
نتیجهگیری
بهینهسازی سیستم فاضلاب FGD منجر به بهبود قابل توجه راندمان، کاهش هزینهها و انطباق با استانداردهای سختگیرانهتر زیستمحیطی شد. این اقدامات به عنوان مرجعی برای سیستمهای مشابهی که به دنبال دستیابی به تخلیه صفر فاضلاب و پایداری بلندمدت هستند، عمل میکنند.
زمان ارسال: ۲۱ ژانویه ۲۰۲۵



